




Industry:
Printing
Product: PRT2 – Precision Track Systems
DEKRON GmbH, previously known as Till GmbH, is a subsidiary of Krones AG, Germany. They develop and manufacture specialised digital printing machines for the drinks and decoration industry.
With these machines, it is possible to print directly onto 3D containers without requiring a label. The printing process is fully automated and can be adapted batch wise or continuous motion offering the ability to print a variety of motifs on cylindrical containers. The DecoType Performance printing machine with the highest performance is in commissioning at the first customer. Currently, it is possible to print on PET and glass containers and further inks for printing on other materials such as polypropylene, polyethylene and metals are under development. The printing process can therefore be tailored to the precise needs of individual customers, which reduces costs and capital commitments. These conditions, however, place certain technical requirements on the production process.
The DecoType Performance printing machine features up to 48 carousel-mounted printing stations, each can print up to eight colours at a resolution of 360dpi and eight shades of grey (equivalent to a 1080dpi optical resolution). The machine is capable of processing up to 36,000 containers per hour depending on container size, artwork height and bottle material. Containers ranging from 47 to 98 mm in diameter and 50 to 350mm high are processible on the printing systems. The speed of distribution is between 2m/s and 4m/s, reducing around curves to minimise the impact of acceleration forces on the carriage.
Due to the high cycle rate and the variation in size of containers delivered to the printing machine by conveyor belt, a suitable guidance system is required. The system must be capable of picking containers and populating specific printing presses, avoiding those which have been taken offline for automatic cleaning and maintenance. The printing system operates over a three-shift system for up to 350 days a year.
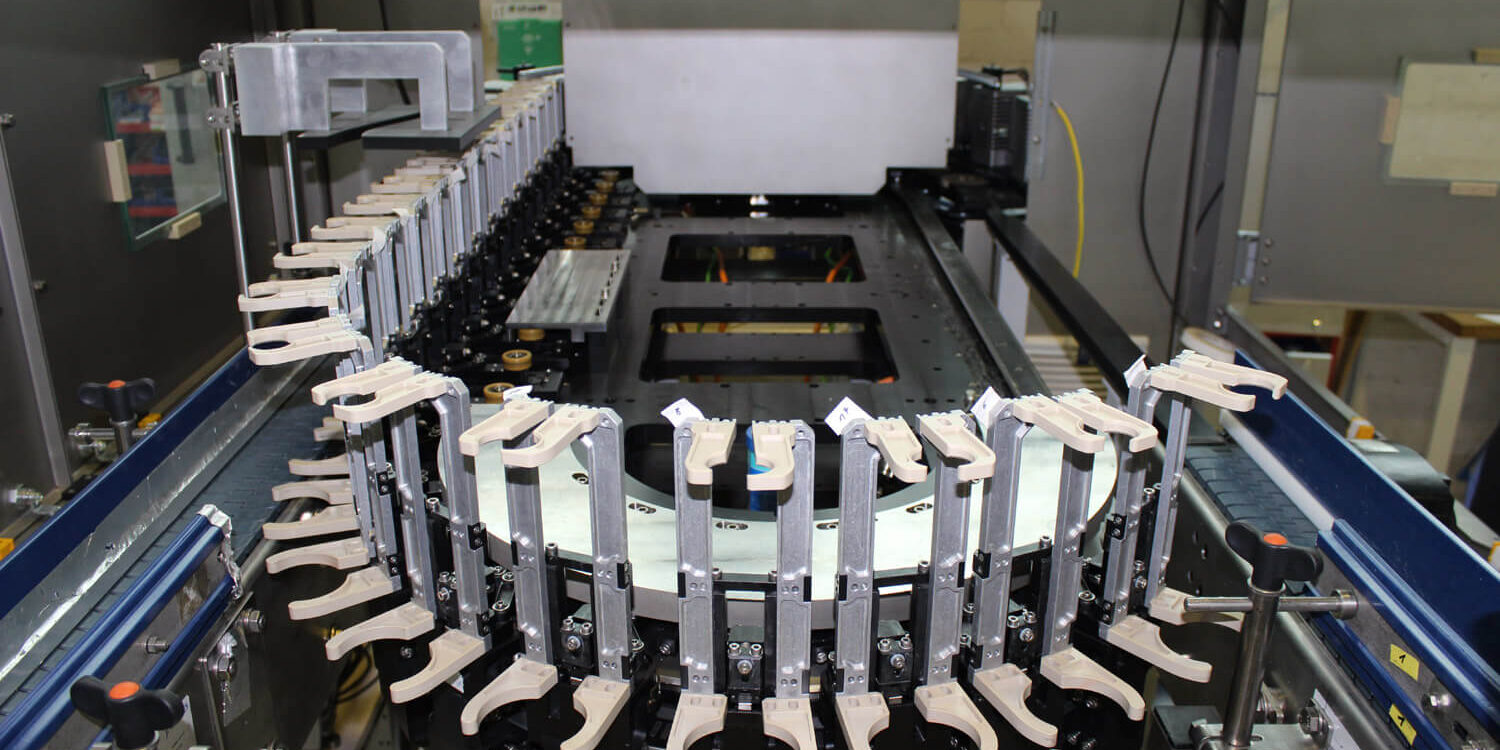
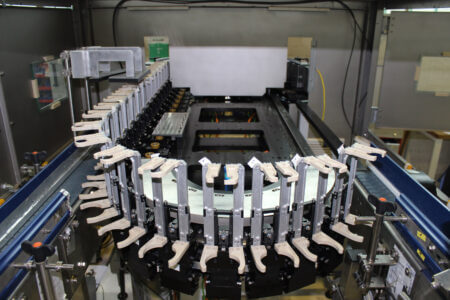
HepcoMotion’s PRT2 track system was specified for this application, as it is incredibly versatile, requiring minimal maintenance, and providing long life in high duty applications. The PRT2 track system is an ideal basis for a technically optimised, reliable and cost effect production process. The containers are mounted to the 48 individual carriages on the PRT2 track system and each carriage is individually driven by Beckhoff XTS linear motors.
The system is required to provide high frequency operation, moving heavy loads at high speeds, accelerations and decelerations. Additionally, each carriage needed to be individually driven to allow separation of carriages during the in-feed and out-feed processes. This requires a high degree of precision in the movement on the guidance system. A further requirement was to minimise the need to stop the machine for maintenance during production hours.
After printing, the containers must be removed from the printing systems. A secondary track system is required for this operation, which can see as many as 36,000 containers per hour in a variety of batch sizes and patterns. Due to the high number of products being processed, the load on the carriages during the loading and unloading processes had to be kept as low as possible.
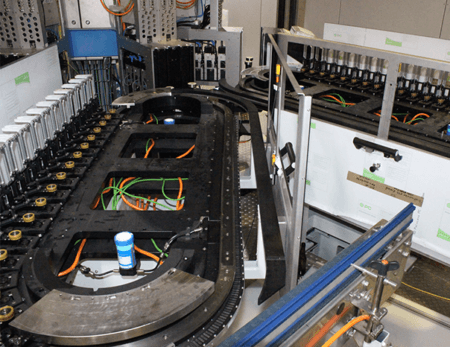
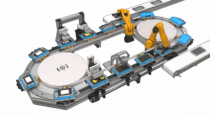
Two pairs of oval PRT2 track systems were installed in a V-shape to provide the in-feed and out-feed for the printing system. The first track system delivers containers to the printing machine and is fed by a conveyor. The second removes products and delivers them to an outgoing conveyor for further processing. For stability, the in-feed and out-feed systems use two track systems mounted in parallel (one above the other). The distance between systems is approximately 150mm. The products are delivered and removed from the printing system on the curve of each track system, at a tangent to the printing machine.
Conducting this operation at the curve makes for a smooth transition between operations. At maximum speed the carriages run at 4m/s with a load of 1.5kg, creating centrifugal forces of up to 1g per carriage on the curves. With a single track system the carriages would be overloaded. Connecting two track systems gives greater stability and allows the carriages to accommodate higher loads.
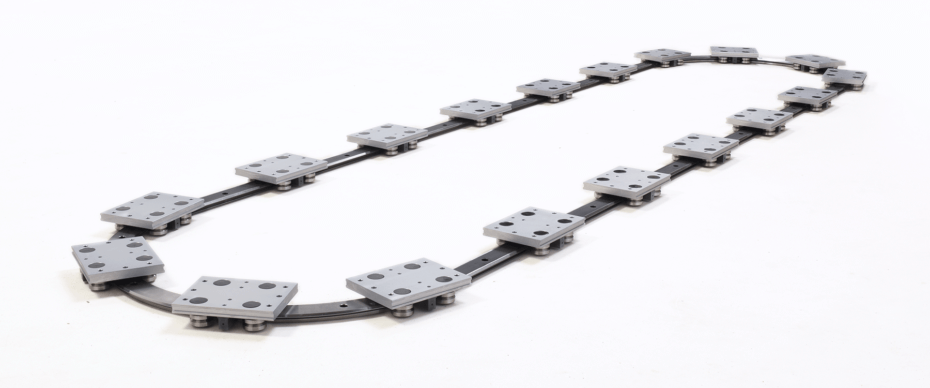
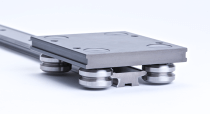
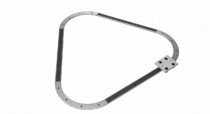
For this purpose, a HepcoMotion PRT2 track system with size 44 slides, straight length 1255mm with two 180°, 612mm diameter segments and 216x 25mm V-bearings were chosen. The V-bearings are mounted to carriages designed specifically for the task by DEKRON GmbH.
To minimise weight, each carriage uses three V-bearings per slide, rather than the typical four bearings per slide set-up. By reducing the number of bearings, a significant reduction in weight could be achieved, in turn reducing the load on the guidance and drive systems.
The inclusion of bleed lubrication in the slides to provide sufficient lubrication meant that lubrication blocks could be omitted, providing further reduction in weight.
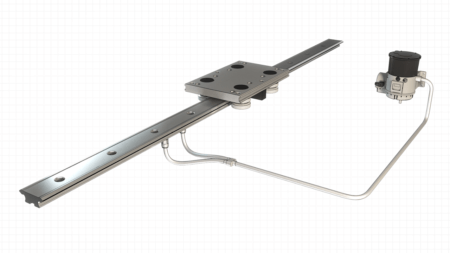
The integrated bleed lubrication system in HepcoMotion’s track system ensures smooth running whilst improving life. Lubricant is dispensed from a cartridge through bores in the slide. The lubricant is carried around the system by the bearings, ensuring an even and constant film of lubricant on the running surface. In this application, a food-compatible lubricant is used.
The act of ensuring the system is properly lubricated in turn reduces the amount of maintenance required, minimising potential downtime on each machine.
In order to sustain this reduction in maintenance requirements, the lubrication cartridges, which feed the system, must be replaced at regular intervals to ensure sufficient lubrication. Dekron perform annual maintenance on other aspects of each SmartPrint system annually.
Recommended for you
Related Products

Contact us
Tel Sales Enquiries +91 95151 31370 General Enquiries +91 94208 61817
Email [email protected]
Address
V Edge Slide Systems India Private Limited
Office A-5, Mahesh Galaxy
Vadgaon Budruk,
Pune, Maharashtra 411041
India
Contact Form